1. Finning Technologies: Processing & Thermal Limits
The method used to attach the fin to the base tube determines the heat exchanger’s maximum operating temperature, atmospheric resistance, and contact thermal resistance.
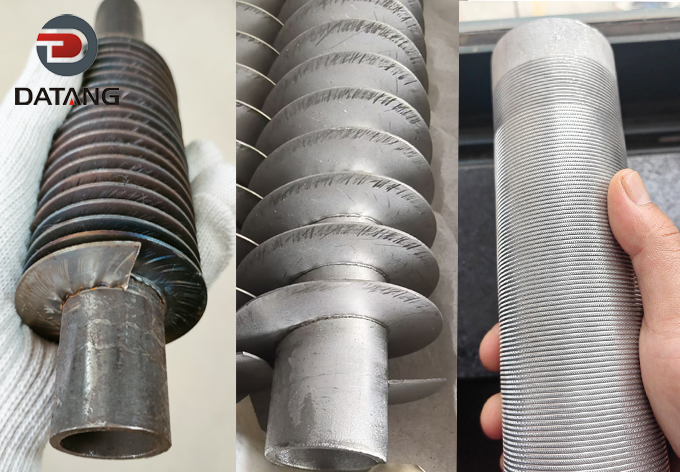
Extruded Finned Tubes (Bimetallic)
-
The Process: A core base tube (e.g., carbon steel or stainless steel) is inserted into an aluminum sleeve. The assembly is then cold-extruded through high-pressure rollers, forming the fins directly out of the aluminum sleeve.
-
Thermal Contact: Excellent (100% mechanical bond with zero air gaps).
-
Temperature Limit: Up to 290°C (554°F).
-
Best For: Air-cooled heat exchangers (ACHE), condensers, and charge air coolers where maximum heat transfer and atmospheric protection are required.
G-Type Finned Tubes (Embedded)
-
The Process: A helical groove is mechanically plowed into the outer wall of the base tube. The fin strip is tension-wound into this groove, and the displaced tube material is back-rolled to lock the fin securely in place.
-
Thermal Contact: Exceptionally high mechanical grip.
-
Temperature Limit: Up to 400°C (752°F).
-
Best For: High-temperature cyclical applications, such as desert oilfield air coolers or high-pressure steam systems.
L/LL/KL-Type Finned Tubes (Wrap-On / Tension Wound)
-
The Process: L-Type: The fin strip is formed into an “L” shape and tension-wound onto the tube wall.
-
LL-Type: Overlapping L-feet completely cover the base tube for improved corrosion protection.
-
KL-Type: The tube surface is knurled prior to application, embedding the L-foot deeper into the metal.
-
-
Thermal Contact: Moderate; relies purely on structural tension.
-
Temperature Limit: 130°C to 250°C (depending on L, LL, or KL variant).
-
Best For: Standard HVAC, light industrial applications, and low-temperature cooling loops.
Welded Finned Tubes (HFW & Laser Welded)
-
The Process: A continuous steel or stainless steel fin strip is helically wound around the tube. Simultaneously, High-Frequency Welding (HFW) or state-of-the-art Laser Welding creates a 99% metallurgical bond at the junction.
-
Thermal Contact: Perfect metallurgical fusion; zero thermal resistance over the lifespan.
-
Temperature Limit: Up to 550°C+ (1022°F+).
-
Best For: Waste heat recovery systems (HRSG), boilers, petrochemical furnaces, and extreme heavy-duty environments.
2.Material Matrix: Matching Base Tubes and Fins to Corrosive Environments
Carbon Steel Base Tubes
Stainless Steel Base Tubes
Copper Base Tubes with Aluminum Fins
Copper-Nickel and Titanium
| Fin Type | Base Tube Options | Fin Options | Ideal Applications & Environments |
| Extruded | Carbon Steel, Stainless Steel, Copper | Aluminum | Marine & Offshore: The aluminum sleeve completely wraps the base tube, shielding it entirely from salt spray and atmospheric moisture. |
| G-Type | Carbon Steel, Low Alloy Steel, Stainless | Aluminum, Copper | High-Temp Petchem: Designed for harsh, dry desert oilfields or high-temperature processing where cyclical thermal expansion occurs. |
| L/LL/KL | Carbon Steel, Stainless Steel, Copper | Aluminum, Copper | Standard Air Heating/Cooling: Industrial HVAC, food processing, and indoor plant utilities with low moisture levels. |
| Welded | Carbon Steel, Stainless Steel, Corten | Carbon Steel, Stainless Steel | Power & Refinery Flue Gas: Perfect for acidic gases ($SO_x/NO_x$), high soot, boiler flue streams, and erosive high-velocity environments. |
3. Critical Geometries: Balancing Air Velocity & Pressure Drop
When writing a procurement RFQ, geometric specifications directly dictate operational efficiency. Choosing incorrect dimensions can overload your fans or choke your thermal throughput.
-
Fin Pitch (Fins Per Inch – FPI): Ranging typically from 5 to 14 FPI.
-
High FPI (10–14): Increases the total surface area but creates higher air-side pressure drop. Use this for clean air streams.
-
Low FPI (5–7): Used in heavy particulate or dust-laden environments (like boiler flue gas) to prevent fouling and allow for easy cleaning.
-
-
Fin Height: Usually ranges from 6mm to 16mm. Higher fins increase the heat transfer area but require more fan power due to increased resistance. If air velocity is low, shorter, thicker fins are often more effective.
-
Base Tube Wall Thickness: High-pressure applications (like steam or oil refining) require thicker walls. Crucially, during G-Type plowing or KL knurling, a small portion of the wall is displaced. Engineers must factor in this slight reduction to ensure the remaining wall thickness meets the required ASME pressure ratings.
4. Quality Assurance: The Datang Commitment
At Datang Finned Tube, we eliminate the weak links in your thermal systems. Our manufacturing processes are engineered to deliver low thermal resistance and structural integrity that prevents fins from loosening over time.
Automated High-Frequency & Laser Welding
Our workshop utilizes fully automated HFW and Laser Welding lines. The precise control of heat input ensures a continuous, flawless metallurgical bond. This guarantees zero air gaps at the root, completely eliminating the risk of fin loosening or thermal decay under intense vibration or high temperatures.
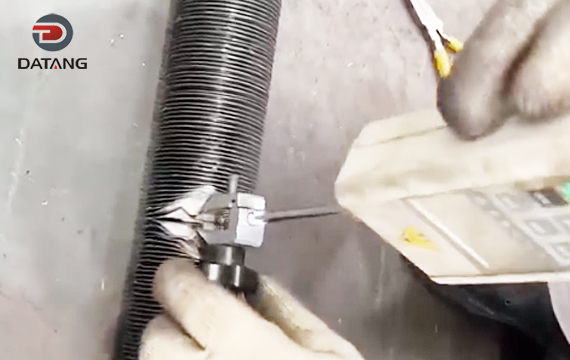
Stringent Pull-Off (Pull-Test) Standards
To ensure our fins maintain their grip under harsh operating conditions, Datang enforces strict pull-off testing. Our G-type and extruded fins undergo rigorous mechanical pull tests to guarantee that their bonding force far exceeds standard international benchmarks.
Comprehensive Wall-Thickness Control
We utilize advanced ultrasonic non-destructive testing (NDT) to monitor tube wall thickness before and after processing. When manufacturing embedded (G-type) or knurled (KL-type) tubes, our precise machining ensures that the residual wall thickness fully complies with your project’s design pressure standards (e.g., ASME, API, or GOST).
Comprehensive Quality Certification
5.Need a Technical Consultation or Quote?
Selecting the right finned tube requires striking the right balance between technical specifications and cost-efficiency. Contact our technical sales team today for a tailored quote and specialized engineering support.