

Leading Manufacturer of High-Efficiency Industrial Finned Tube Heat Exchangers
In the modern industrial landscape, thermal efficiency isn’t just a goal—it’s a competitive necessity. Whether you are operating an oil refinery, a power plant, or a chemical processing facility, the ability to manage heat effectively determines your operational cost and carbon footprint.Datang Finned Tube, a leading manufacturer and supplier in the heat exchanger industry, has been at the forefront of delivering cutting-edge solutions tailored to meet the diverse needs of global clients. With a rich portfolio of products spanning finned tube heat exchangers, air-cooled heat exchangers, economizers, and more, we empower industries to optimize their thermal processes, reduce energy consumption, and enhance operational performance.
Our Comprehensive Product Range
1.Industrial Finned Tube Heat Exchangers
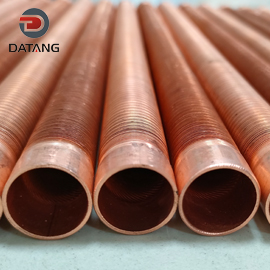
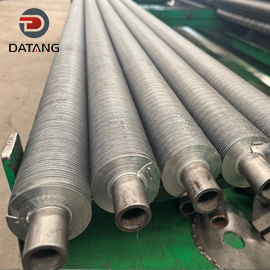
Our finned tube heat exchangers are engineered to excel in a wide array of applications, from oil and gas refineries to power plants, petrochemical facilities, and metalworking operations. Designed with precision, these heat exchangers feature high-quality finned tubes that maximize heat transfer efficiency by increasing the surface area available for heat exchange.
- Customization Options: We offer both standardized and fully customized, engineered-to-order solutions to match your specific operating conditions. Whether you require horizontal or vertical configurations, single or multiple fan setups, we can tailor our heat exchangers to meet your exact requirements.
- Advanced Materials: Utilizing premium materials such as stainless steel, carbon steel, and aluminum alloys, our finned tube heat exchangers ensure exceptional durability, corrosion resistance, and long service life. For specialized applications, we also provide options with filled polymer fins, offering a lightweight and cost-effective alternative to traditional metallic fins.
- Enhanced Performance: Our finned tube heat exchangers incorporate advanced design features such as louvered fins, corrugated tubes, and optimized airflow patterns to minimize pressure drop and maximize heat transfer rates. This results in lower operating costs, reduced energy consumption, and improved overall system efficiency.

2. Air-Cooled Heat Exchangers (Fin-Fans): The Sustainable Choice
As global water scarcity increases and environmental regulations tighten, Air-Cooled Heat Exchangers (ACHE) have become the preferred alternative to traditional water-cooled towers.
Benefits of Air-Cooling Technology
-
Zero Water Consumption: Ideal for arid regions or facilities looking to eliminate water treatment costs.
-
Reduced Maintenance: No scaling or fouling issues typically associated with cooling water loops.
-
Flexibility: Available in horizontal, vertical, and “A-frame” (inclined) configurations to fit tight plant layouts.
-
Smart Control: Integrated with Variable Frequency Drives (VFDs), our fans automatically adjust speed based on ambient temperature, drastically cutting electricity usage.
 Manufacturer and Supplier")
3.Industrial Economizers: Recovering Waste Heat
Our economizers are strategically designed to recover waste heat from flue gases in boiler systems, preheating the feedwater before it enters the boiler. This not only reduces the energy required to heat the water but also lowers the exhaust gas temperature, improving the overall thermal efficiency of the boiler and reducing fuel consumption.
- Energy Savings: By harnessing the heat from low-temperature flue gases, our economizers can increase boiler efficiency by up to 10%, resulting in significant energy cost savings over the lifetime of the boiler.
- Extended Equipment Lifespan: Preheating the feedwater reduces the temperature difference between the feedwater and the boiler drum, minimizing thermal stress and extending the lifespan of the boiler components.
- Customized Solutions: We offer both finned tube and bare tube economizers, designed to fit seamlessly into existing boiler systems.Finned tubes for high efficiency or bare tubes for high-particulate environments. Our team of engineers can work with you to determine the most suitable economizer type and size based on your boiler specifications, flue gas characteristics, and energy efficiency goals.

4.Specialized Heat Exchangers
In addition to our standard product range, we also specialize in the design and manufacture of specialized heat exchangers for unique and demanding applications.
- Gasifier Heat Exchangers: Designed to withstand the aggressive environments of gasification systems, our gasifier heat exchangers are engineered to operate at high temperatures and pressures, efficiently transferring heat between the gasifier and the gas cleaning system.
- CO2 Transcritical Gas Coolers: For refrigeration and air conditioning systems utilizing transcritical carbon dioxide (CO2) cycles, our fin-and-tube gas coolers offer a cost-effective and reliable solution. These heat exchangers are specifically designed to handle the high working pressures associated with CO2 systems, ensuring efficient heat transfer and optimal system performance.
- Spiral Plate and Gasketed Plate Heat Exchangers: We also provide spiral plate heat exchangers, which are compact and easy to install, requiring up to 20% less surface area than traditional shell-and-tube heat exchangers. Our gasketed plate heat exchangers, on the other hand, offer exceptional heat transfer efficiency and are easy to clean and maintain, making them ideal for food processing, pharmaceutical, and chemical applications.
5.Applications Across Industries
Oil and Gas Industry
In the oil and gas sector, our heat exchangers play a critical role in various processes, including upstream field compression, midstream gas processing and fractionation, and downstream refining and petrochemical production. They are used to cool process fluids, recover waste heat, and optimize the performance of compressors, pumps, and other equipment.
Power Generation
For power plants, our heat exchangers are essential for improving the efficiency of steam turbines, gas turbines, and combined-cycle systems. Our air-cooled heat exchangers and economizers help reduce water consumption, lower fuel costs, and minimize environmental impact, while our specialized gasifier heat exchangers support the operation of advanced power generation technologies such as integrated gasification combined cycle (IGCC) plants.
Petrochemical and Chemical Industries
In petrochemical and chemical manufacturing, our heat exchangers are used to cool and heat a wide range of process fluids, including hydrocarbons, acids, and solvents. Our finned tube heat exchangers and gasketed plate heat exchangers are designed to handle corrosive and high-temperature fluids, ensuring reliable operation and long service life.
Metalworking Industry
For metalworking operations, our heat exchangers provide efficient cooling solutions for furnaces, annealing ovens, and other thermal processing equipment. By recovering waste heat and preheating combustion air, our economizers and air heat exchangers help reduce energy consumption and improve the productivity of metalworking processes.
Other Industries
Our heat exchangers also find applications in a variety of other industries, including food and beverage processing, pharmaceuticals, mining, and HVAC. In food processing, our gasketed plate heat exchangers are used for pasteurization, sterilization, and cooling of food products, while in the pharmaceutical industry, they are used for temperature control in drug manufacturing processes.
6.Why Choose Datang Finned Tube?
Unrivaled Expertise and Experience
With years of experience in the heat exchanger industry, our team of engineers and technical experts possesses in-depth knowledge of thermal management principles and industrial applications. We leverage this expertise to design and manufacture heat exchangers that meet the highest standards of quality, performance, and reliability.
Commitment to Quality
At Datang Finned Tube, quality is at the heart of everything we do. Our manufacturing facilities are equipped with state-of-the-art equipment and adhere to strict quality control processes, ensuring that every product leaving our factory meets or exceeds international standards. We are certified to ISO 9001:2015, demonstrating our commitment to continuous improvement and customer satisfaction.
Customer-Centric Approach
We understand that every customer has unique needs and requirements. That’s why we take a collaborative approach to working with our clients, from the initial design phase to after-sales support. Our team will work closely with you to understand your specific challenges, provide tailored solutions, and ensure that our heat exchangers integrate seamlessly into your existing systems.
Global Reach and Local Support
With a global network of sales and service offices, we are able to provide timely support to our clients around the world. Whether you need technical assistance, spare parts, or on-site maintenance, our team is always ready to help. We also offer flexible delivery options to ensure that your heat exchangers arrive on time, every time.
Types of Flue Gas Heat Exchangers
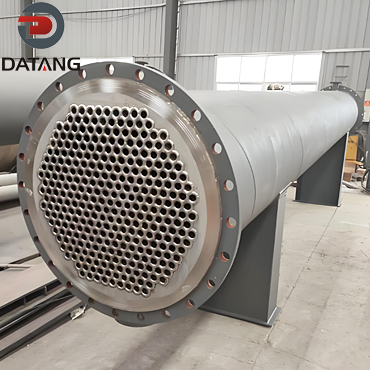
Our Shell and Tube Heat Exchangers are engineered for high-pressure and high-temperature industrial environments. Designed for maximum durability, these units consist of a series of tubes housed within a pressurized cylindrical shell. They are the ideal solution for heavy-duty cooling and heating in oil refineries, chemical processing, and power plants.
- Key Advantage: Exceptional versatility and the ability to handle corrosive or high-viscosity fluids.
- Applications: Oil & Gas, Chemical Production, Power Generation, and Marine Engineering.
- Customization: Available in various TEMA types (Fixed Tubesheet, U-Tube, Floating Head) and diverse materials including Carbon Steel, Stainless Steel, and Titanium.
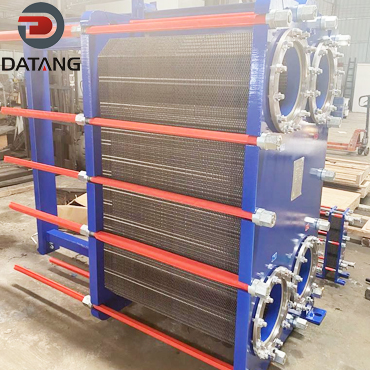
Our Plate Heat Exchangers (PHE) are designed to provide superior heat transfer performance in a fraction of the space required by traditional shell and tube models. By utilizing a series of thin, corrugated metal plates, our PHEs create high turbulence at low fluid velocities, resulting in an exceptionally high heat transfer coefficient (U).
- Key Advantage: Compact footprint, extremely high thermal efficiency, and easy expansion by adding more plates.
- Maintenance: “Easy-to-clean” design makes it ideal for industries with strict hygiene standards or fouling-prone fluids.
- Applications: HVAC, Food & Beverage processing, Pharmaceutical manufacturing, and Marine cooling.
- Available Types: Choose from Gasketed Plate Heat Exchangers for easy maintenance or Brazed Plate Heat Exchangers for high-pressure refrigeration tasks.

The Air-Cooled Heat Exchanger (ACHE), also known as a Fin-Fan Cooler, uses ambient air to cool process fluids. By eliminating the need for cooling water, it offers a sustainable solution for regions with water scarcity or strict environmental regulations. Equipped with high-performance finned tubes, our air coolers maximize heat transfer efficiency while minimizing energy consumption.
- Key Advantage: Lower operational costs and zero water treatment requirements.
- Applications: Gas Compression, Hydrocarbon Cooling, Steam Condensing, and Petrochemical Plants.
- Smart Features: Integrated with Variable Frequency Drives (VFD) and intelligent airflow control for maximum energy savings.
Related Product











Industrial Finned Tube Heat Exchangers FAQs
A: The industrial finned tube heat exchangers can be customized. We can produce it according to your drawings, and we can sign a confidentiality agreement for your patented products. For more information, please contact us.
A: Always a pre-production sample,before mass production;always final inspection before shipment.
Inspection & Guarantee Certificate is supplied with shipment, and the Third Party Inspection is available.
A: One year after shipping.
A: We have workshop can supply all parts of the finned tube radiator, and 90% of spare parts can be distributed to any
place in the world within one week!
A: We can arrange for experienced engineers to provide online video guidance on product installation and train your staff on equipment operation and maintenance.
A: We have many professional and technical personnel, more competitive prices and better after-dales service than other companies.
A: Datang has high frequency resistance welding finned tube production line 18, extruded finned tube equipment 30, laser welding finned tube production line 2, wound finned tube production line 12. The annual capacity can reach 100,000 tons, the specification φ 18-273mm finned tube, according to the customer requirements of the standard production, service has exceeded 3000+ enterprises.