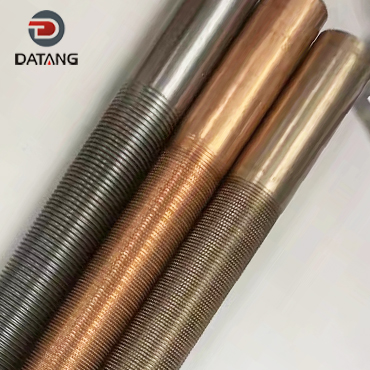
Edge Tension Wound Finned Tube
An edge tension wound finned tube ( L-Footed Fin Tube or L-Type Wrap-on Fin Tube) is a heat exchange element in which fins are mechanically fixed to a base tube.
- Base Tube Materials: ASTM A179, A192, A210, ST35.8, ST45.8,304, 304L, 316, 316L, 321,Copper & Alloys,TP2 ,Titanium
- Fin Materials: Aluminum,Copper,Stainless Steel
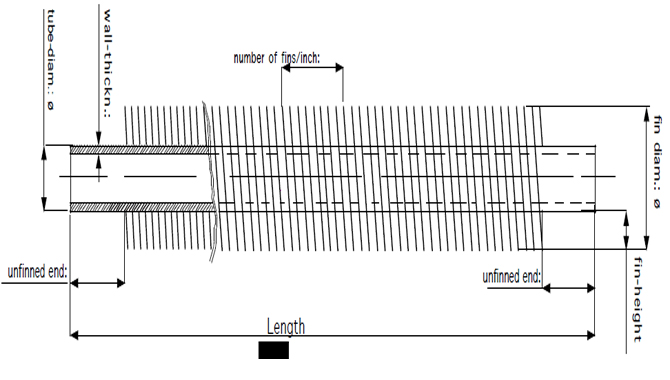
- Base Tube Dimensions: 19mm (3/4″) to 51mm (2″)
- Fin Height: 6mm – 16mm
- Fin Thickness: 0.2mm – 0.6mm
- Fin Pitch / FPI: 8 FPI – 14 FPI (1.8mm – 3.2mm )
An edge tension wound finned tube (L-Footed Fin Tube or L-Type Wrap-on Fin Tube) is a heat exchange element in which fins are mechanically fixed to a base tube.
It is one of the most widely used and cost-effective types of finned tubes in the industrial and fin fan cooler(air cooled heat exchanger). The “L” in its name comes from the cross-sectional shape of the fin root, which resembles the letter “L”.
1. Core Structure and Manufacturing Process of Edge Tension Wound Finned Tube
- Fin Shape: The fin strip is pre-processed into an “L” shape before winding. The vertical part of the “L” is the outward-extending heat dissipation fin, while the horizontal short side (i.e., the “foot”) of the “L” is close to the surface of the base tube.
- Edge tension wound finned tube installation process:
1.The L-shaped fins are spirally wound onto a smooth base tube.
2.During the winding process, a special rolling tool applies significant tension to the “L” feet of the fins, tightly wrapping and pressing them against the base tube surface.
3.Sometimes a second rolling process is performed after winding to further increase contact pressure and interlocking force.
- Jointing principle: The fins are fixed to the base tube entirely by mechanical tension and friction; there is no welding or metallurgical bonding.
2. Key features of edge tension wound finned tubes:
Low cost: Simple and fast manufacturing process with high material utilization, making it the lowest-cost among several common finned tube types.
All-metal surface: The outer surface of the base tube is completely covered by the “L” feet of the fins, thus protecting the base tube itself to some extent (unlike G-type grooved tubes, which require pre-grooving of the base tube).
Contact thermal resistance: Due to mechanical contact rather than fusion, there is a microscopic contact thermal resistance between the fins and the base tube. This thermal resistance may increase over time or with drastic temperature changes.
Temperature limitation: This is its biggest drawback. When the operating temperature is too high (typically exceeding 200°C – 250°C), the mechanical tension will relax due to the difference in thermal expansion coefficients between the base tube and fin materials, causing the fins to loosen, resulting in a sharp drop in heat transfer efficiency, and even fin detachment.
3.Advantages and disadvantages comparison analysis
| Feature | L-Footed Tension Wound Tube | G-Footed Embedded Wound Tube | Welded Solid Fin Tube |
|---|---|---|---|
| Fixing Method | Mechanical Tension (L-foot wrap) | Mechanical Embedment (Grooved base tube) | Metallurgical Welding |
| Base Tube Requirement | Smooth tube | Pre-grooved spiral tube | Smooth tube |
| Temperature Resistance | Low (< 200–250°C) | Medium (Up to 300–350°C) | High (> 400°C) |
| Anti-Loosening Capability | Poor (Prone to loosening at high temps) | Good (Locked by groove edges) | Excellent (Never loosens) |
| Contact Thermal Resistance | Higher (Increases over time) | Moderate | Extremely Low |
| Corrosion Resistance | Fair (Gaps may trap liquids) | Good | Best (No gaps) |
| Cost | Lowest | Medium | Highest |
| Typical Applications | Air cooler, heating coils, low-temp cooling | Medium-temp heaters, general industry | Boilers, high-temp/high-pressure, corrosive conditions |
- Datasheet
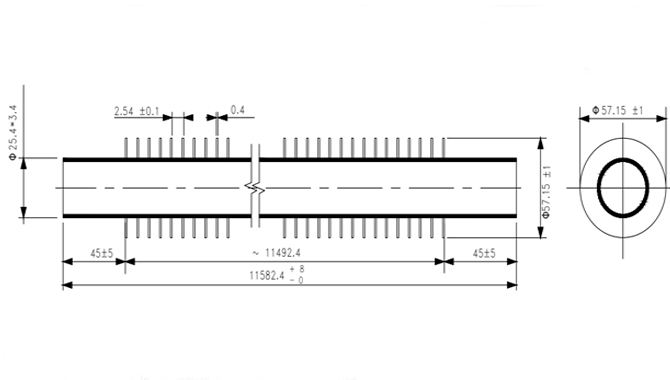
- Drawing
- Certificates
| Specification Category | Details / Options |
|---|---|
| Base Tube Materials | ASTM A179, A192, A210, ST35.8, ST45.8, 304, 304L, 316, 316L, 321, Copper & Alloys, TP2, Titanium |
| Fin Materials | Aluminum, Copper, Stainless Steel |
| Base Tube Dimensions | 19 mm (3/4″) to 51 mm (2″) |
| Fin Height | 6 mm – 16 mm |
| Fin Thickness | 0.2 mm – 0.6 mm |
| Fin Pitch / FPI | 8 – 14 FPI (1.8 mm – 3.2 mm pitch) |


Applications of Edge Tension Wound Finned Tubes
Due to their economy and moderate performance, L-shaped finned tubes are widely used in medium and low temperature, non-extreme operating conditions:
HVAC: Steam heating coils, hot water heating coils, air coolers.
General industrial heat exchange: Air compressor aftercoolers, hydraulic oil coolers.
Drying equipment: Wood drying, food drying (low temperature section).
Waste heat recovery: Low temperature flue gas waste heat recovery (when the flue gas temperature is low).
Edge Tension Wound Finned Tubes Bending
Bending of fin tubes is an important step in the production process of edge tension wound finned tube. Bending is to bend the edge tension wound finned tubes material through specific mechanical equipment to form a suitable curvature to meet different usage requirements.
This step requires strict control of the bending angle and curvature to ensure the fit between the fin and the base tube and the heat dissipation effect.

Custom Edge Tension Wound Finned Tube
Edge tension wound finned tube can be customized in various power, size, and shape according to customer requirements.
Edge Tension Wound Finned Tube Machine
Edge tension wound finned tube can be customized in various power, size, and shape according to customer requirements.

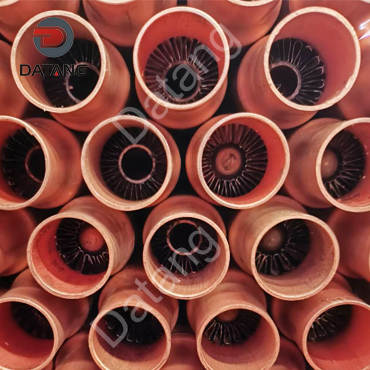
Edge Tension Wound Finned Tube Package
Payment Terms:T/T, LC
Delivery: 15-30 days after payment
Marking: Standard + Steel Grade + Size + Heat No + Lot No
Package: Iron frame packing boxes and the desiccants are put into each package for continental transportation as well. or as required