

Elliptical finned tubes with rectangular fins are constructed by stringing fins one by one onto a tube. Since the tubes are often not round (especially welded steel pipes), gaps are inevitable between the fins and the tube wall. These gaps create thermal resistance, which is addressed by employing several tight-fitting methods:

I. Resistance Welding Method – Elliptical Finned Tubes with Rectangular Fins
A layer of flux is first applied to the cleaned and polished tube wall. The fins are then strung (or wound) onto the tube. A power source is then connected to both ends of the finned tube, using a large current to melt the metal in the flux, thus welding the tube and fins together.
II. Immersion Plating Method – Elliptical Finned Tubes with Rectangular Fins
The plating metals are primarily zinc and tin, followed by cadmium. Before immersion plating, both the tube and fins must undergo chemical treatment to remove oxides and grease from their surfaces. Chromium-nickel-molybdenum alloy steel is cleaned with hydrochloric acid, sulfuric acid, and an oxidizing agent (such as nitric acid); carbon steel is cleaned with cold hydrochloric acid and hot dilute sulfuric acid solution; copper fins are cleaned only with dilute sulfuric acid.
After necessary cleaning to remove grease, the finned tubes are treated again with an ammonium chloride solution containing stannous chloride (except for copper fins). Only then can they be placed in a molten zinc (or tin) bath (zinc’s melting point is 400℃, and tin’s is 230℃). Due to capillary action, zinc (or tin) can evenly fill all gaps between the fins and the tube. After solidification, a strong connection is formed, and a protective film of 20-50 micrometers thick is formed on the surface of the fins and tube. However, this method consumes more metal and is more expensive, requiring approximately 1.25-1.30 kg of zinc per square meter of heat exchange area.
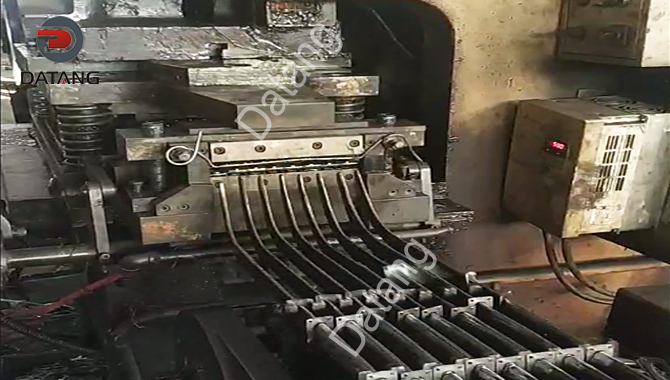
III. Contact Welding – Elliptical Finned Tubes with Rectangular Fins
Electric welding machines and seam welding machines are used to weld the fins onto the tube while simultaneously stringing (or winding) the fins. To prevent tube deformation during welding, a mandrel is typically inserted. When using this process, the perforations in the fins usually have folded edges to facilitate welding. This method is relatively ideal, but its disadvantage is that it requires complex specialized equipment.
IV. Tube Expansion Method – Elliptical Finned Tubes with Rectangular Fins
The strung finned tubes are connected to a specialized pressurizing device, and the tube channels are expanded using hydraulic pressure (generally pressurized to over 30 MPa), tightly clamping the finned tubes onto the tube. The tube expansion method is relatively simple and is generally only suitable for finned tubes made of non-ferrous metals such as copper and aluminum with good ductility. It is rarely used for steel pipes.