

Welded Helical Solid Finned Tube
A seamless steel tube serves as the base tube, while solid steel strips are spirally wrapped around the outer wall to form the fins. High-frequency welding technology achieves an integrated connection between the two.
- Base Tube Material:
CS (A106, A333, A179, A210, P5, P11, P22)
SS (SS304, SS316, Duplex SS2205, Super Duplex SS32750)
Nickel Alloys (825, Inconel Alloy 625, High chrome high nickle incoloy alloy Monel 400) - Tube OD:15.88mm~273mm or customized
Product Details
What is a welded spiral solid fin tube?
A welded spiral solid fin tube is a high-efficiency heat exchange element that combines spiral solid fins with a base tube through welding. Its core features lie in the metallurgical bond between the fins and the base tube, and the enhanced heat transfer performance of the overall structure.
Welded Spiral Solid Finned Tube Structure and Process
A seamless steel tube serves as the base tube, while solid steel strips are spirally wrapped around the outer wall to form the fins. High-frequency welding technology achieves an integrated connection between the two. The skin effect of the high-frequency current causes the contact surface to melt instantly, achieving a weld rate of over 95%, forming a metallurgical bond with low thermal resistance.
Advantages of the Welded Spiral Solid Finned Tube Process
Compared to traditional inlay or brazing processes, high-frequency welding offers advantages such as high automation, strong weld seams, and vibration resistance, without the risk of weld cracking. The integrated spiral structure expands the heat transfer area to 3-5 times that of a plain tube while reducing flow resistance.
The material selection for welded spiral solid fin tubes requires comprehensive consideration of operating conditions, media characteristics, and economic efficiency. The following are the main material classifications and applicable scenarios:
I. Common Base Tube Materials
Carbon Steel (Q235B/20# Steel)
Characteristics: Low cost (approximately 1/3-1/2 of stainless steel), high thermal conductivity (approximately 45W/(m·K)), good mechanical strength, and a pressure resistance exceeding 1.6 MPa.
Applications: Medium and low temperature (≤400°C), low pressure (≤1 .6MPa) and industrial environments free of highly corrosive media, such as boiler economizers and workshop heating systems.
Stainless Steel (304/316L)
Features: Strong corrosion resistance (304 suitable for weak acids and alkalis, 316L resistant to chloride ions and sulfides), good high-temperature stability (≤550°C), and a service life of up to 12-15 years.
Applications: Chemical, food, waste incineration, and other industries with high corrosion or strict hygiene requirements.
How to properly install welded spiral solid fin tubes?
1. Pre-Installation Preparation
Check Material Integrity
Confirm that the finned tubes are free of deformation, cracks, or surface damage, and verify that the specifications and models meet the design requirements.
Tool and Auxiliary Material Preparation
Prepare all tools, including brackets, sealants/gaskets, and wrenches. Ensure that the joint sealing materials are temperature and pressure resistant.
2. Installation Location and Fixing
Site Selection Principles
Preferably select an area with good ventilation and easy access for maintenance, near a window or exterior wall to promote air circulation.
Avoid direct sunlight or high-temperature areas to prevent thermal degradation.
Bracket Installation
Use welding or bolts to secure the brackets, ensuring they are level and secure, and their load-bearing capacity must match the weight of the finned tubes.
3. Pipe Connection and Sealing
Connection Method Selection
Flange connection: Suitable for industrial applications requiring frequent disassembly. Apply uniform force when tightening bolts.
Welded connection: Argon arc welding or high-frequency welding ensures airtightness and is suitable for long-term, stable central heating systems.
Threaded connection: Suitable for small, temporary installations. Low cost but with lower pressure bearing capacity.
Sealing: Use high-temperature-resistant sealant or metal gaskets at joints to prevent leaks.
4. Commissioning and Testing:
Pressure Test: After water/air is supplied, gradually increase the pressure to 1.5 times the operating pressure. Maintain the pressure for 30 minutes and check for leaks.
Operation Monitoring: After startup, observe heat dissipation uniformity, check for abnormal noise or localized overheating, and adjust the flow rate to the designed value.
- Datasheet
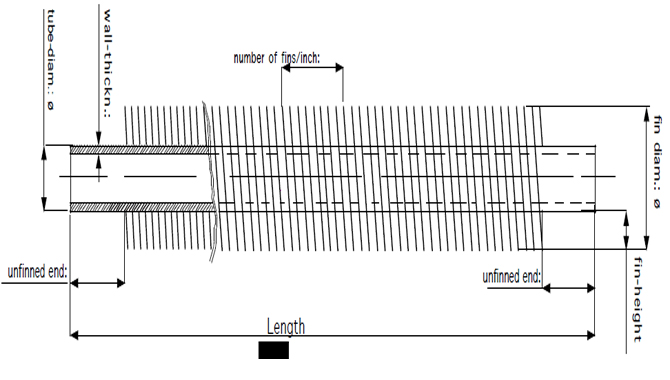
- Drawing
- Certificates
| Parameter | Specification |
|---|---|
| Base Tube Material | CS (A106, A333, A179, A210, P5, P11, P22), SS (SS304, SS316, Duplex SS2205, Super Duplex SS32750), Nickel Alloys (825, Inconel Alloy 625, High chrome high nickel incoloy alloy Monel 400) |
| Tube OD | 15.88 mm ~ 273 mm or customized |
| Tube Wall Thick | 2 mm ~ 28.6 mm |
| Length | 1 Meters to 28 Meters (92 feet) |
| Fin Material | CS (08F, SPCC), SS (SS304, SS316, 409, 410, 321, 347) |
| Fin Height | 8 mm ~ 35 mm |
| Fin Thick | 1 mm ~ 1.5 mm |
| Fin Pitch | 3 ~ 333 FPM (1 FPI ~ 7 FPI) |
| Fin Type | Solid, U Type, S Type, Serrated |
| Finned tube welding rate | more than 98% |
| Tube Ends | Plain cut or beveled at any degree |

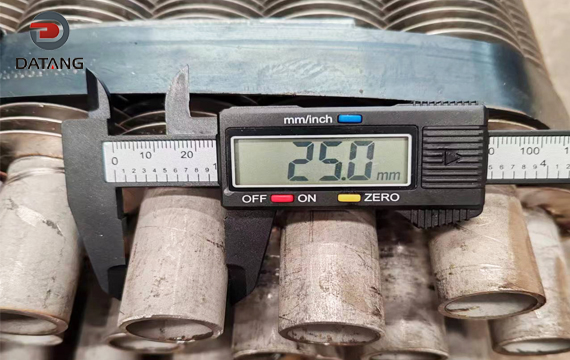
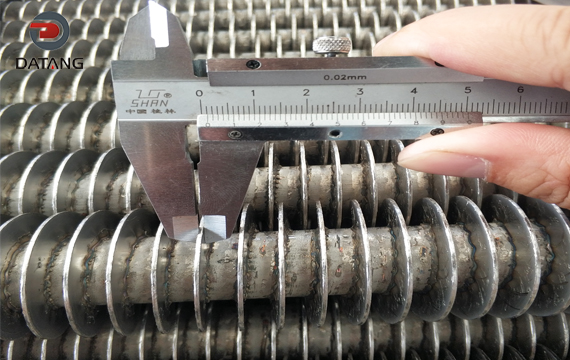
Welded Helical Solid Finned Tube Appearance Dimension Inspection
Welded helical solid finned tube appearance dimension inspection is one of the important links to ensure the quality and performance of fin tubes.
The inspection items mainly include fin height, fin spacing, fin thickness, base tube wall thickness and outer diameter, etc.
Datang Welded Helical Solid Finned Tube Bending Processing
Bending of fin tubes is an important step in the production process of welded helical solid finned tubes. Bending is to bend the welded helical solid finned tube material through specific mechanical equipment to form a suitable curvature to meet different usage requirements.
This step requires strict control of the bending angle and curvature to ensure the fit between the fin and the base tube and the heat dissipation effect.

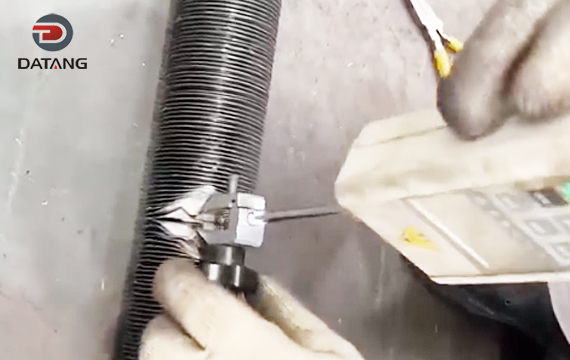
Welded Helical Solid Finned Tube Pull Off Test
Welded helical solid finned tubes pull-off test is a test used to detect whether the fin tube will fall off when subjected to tension, mainly used to ensure the quality and reliability of the fin tube.
Datang’s this test is very important in the production process because the welded helical solid finned tubes will be subjected to various stresses during operation, such as temperature changes and pipe expansion, which may cause the fin to fall off, thereby affecting the performance and safety of the heat exchanger .