

Tube in Tube Heat Exchanger Manufacturer in China
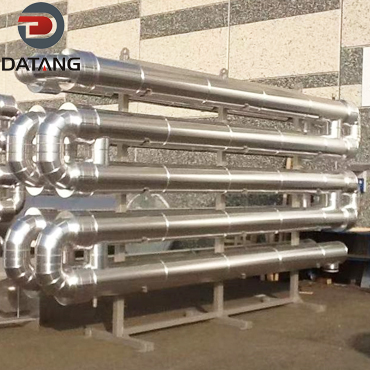
Tube in Tube Heat Exchanger also known as a double pipe heat exchanger, pipe in pipe heat exchanger, double tube heat exchanger or coaxial heat exchanger—consists of two concentric tubes and typically features a U-shaped configuration.
As one of the simplest types of heat transfer equipment in terms of structure, it finds widespread application in fields such as the chemical industry. This heat exchanger is cost-effective and capable of withstanding high-pressure environments. Its inner tube can be designed with features such as spiral grooves to enhance heat transfer, and fins can be added to further boost performance. Typical applications include serving as condensers or evaporators in various devices, such as heat pump water heaters and chillers.
What is a Double Tube Heat Exchanger?
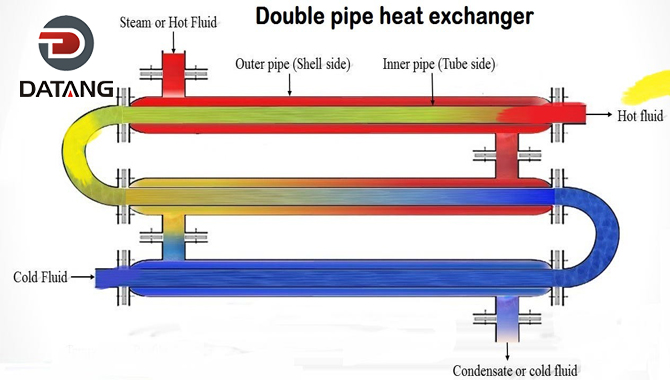
A double tube heat exchanger consists of two concentric straight tubes of differing diameters; in this configuration, the primary fluid flows through the inner tube, while the working medium flows through the annular space between the tubes.
This type of heat exchanger is frequently arranged in a U-shape. It offers the advantages of low cost and high-pressure resistance, making it widely utilized in industries such as chemical manufacturing. To accommodate diverse requirements, multiple units can be connected in series.
Structural Features of Double Pipe Heat Exchangers
A double pipe heat exchanger consists of a spirally grooved inner tube and an outer tube; the cold and hot fluids flow separately through the inner tube and the annular space between the outer and inner tubes.
Inner tube materials include red copper, cupronickel, titanium, and stainless steel, and are available in both smooth-tube and embossed high-efficiency tube configurations. Outer tube materials may consist of steel, red copper, cupronickel, titanium, or stainless steel, selected based on the specific operating environment.
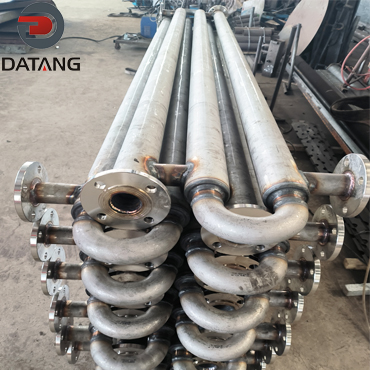
Single-system configurations include circular, square, double-ring, spiral (mosquito-coil), and U-shaped designs. Multi-system configurations feature arrangements such as double-ring 3-system, U-shaped 6-system, spiral 9-system, and interlaced U-shaped dual-system designs. Additionally, structural variations such as straight tubes, U-tubes, and multi-tube units are available.
Key features of these heat exchangers include excellent freeze resistance, self-descaling and anti-clogging capabilities, minimal weld points resulting in high pressure resistance, high heat exchange efficiency, and a long service life.
Applications of Pipe in Pipe Heat Exchangers
Due to their low cost, tube-in-tube heat exchangers are widely utilized in the chemical processing industry. Another significant advantage is their ability to withstand high pressures.
Tube in tube heat exchangers are highly versatile and are frequently employed as condensers for heat pump water heaters; condensers or evaporators for chillers; condensers for swimming pool heat pumps; condensers or evaporators for water-source (or ground-source) heat pumps; gas coolers or regenerators for CO2 heat pumps; condensers or evaporators for marine applications; condensers for ice-making machines; evaporators for water purification systems; evaporators or condensers for constant-temperature systems in marine aquaculture; condensers for dishwashers; evaporators for oil cooling units; condensers or evaporators for salt-solution dehumidification units; economizers; and regenerators.
Technical Specifications to Consider
When selecting or designing a tube-in-tube system, engineers typically focus on:
| Feature | Description |
| Material | Often Carbon Steel, Stainless Steel, or specialized alloys depending on the corrosiveness of the fluid. |
| Surface Area | Can be increased by using fin tubes (adding longitudinal or spiral fins to the inner tube) to enhance heat transfer efficiency. |
| Connection Type | Flanged or welded connections depending on the pressure requirements. |
Cleaning of Tube-in-Tube Heat Exchangers
Prolonged operation of tube-in-tube heat exchangers can lead to blockages caused by scale accumulation, resulting in reduced efficiency, increased energy consumption, and a shortened service life.
To address this, highly efficient and eco-friendly cleaning agents can be employed. Characterized by their high efficacy, environmental compatibility, safety, and non-corrosive properties, these agents not only deliver excellent cleaning results but also ensure that the equipment remains free from corrosion, thereby guaranteeing the long-term operational reliability of the air compressor.
Tube in Tube Heat Exchanger by Material
Tube in tube heat exchangers offer flexible material selection; the inner tubes typically utilize stainless steel, titanium alloys, or Hastelloy to ensure corrosion resistance, while the outer tubes are frequently constructed from carbon steel to minimize costs. For specialized operating conditions, duplex stainless steel or fluoropolymer-lined materials may be selected. This combination not only ensures compatibility with the process media but also strikes a balance between pressure resistance and cost-effectiveness, making it widely applicable in the chemical industry and high-pressure fluid systems.

Low cost, high strength, and excellent machinability; a cost-effective and versatile choice for general industrial applications.

Rust-proof and corrosion-resistant, with a smooth surface and high cleanliness; offers excellent thermal stability and a long service life.
Extremely high strength, resistance to high-temperature creep, and high-pressure tolerance; specifically engineered for enhanced performance under extreme stress conditions.

In certain specific industries (e.g., food processing or pharmaceuticals), sanitary-grade stainless steel—featuring highly polished inner and outer surfaces—is employed.
Double Pipe Heat Exchanger By Application
Benefiting from their simple structure and robust pressure resistance, double pipe heat exchangers are widely utilized in the petrochemical industry for the heat exchange of high-pressure fluids, as well as in the food and pharmaceutical sectors for the pasteurization of high-viscosity materials such as jams and chocolate. Their spacious channel design enables them to effectively process media containing solid particles or prone to fouling—applications frequently encountered in wastewater treatment and waste heat recovery. Furthermore, in mechanical refrigeration systems, they are commonly employed for lubricating oil cooling and efficient heat exchange.

Handles high-pressure, high-temperature, or highly corrosive fluids; commonly used for crude oil preheating and chemical reaction temperature control.

Processes high-viscosity materials such as jams and chocolate; features wide flow channels that meet sanitary standards and are easy to clean.

Suitable for heating sludge containing solid particles and for wastewater heat recovery; resistant to scaling and clogging.
Used for cooling lubricating oil in large-scale equipment and for heat exchange in refrigeration systems.
Double Pipe Heat Exchanger Pressure Test
Pressure testing of double-pipe heat exchangers is a critical step in verifying the equipment’s leak-tightness and structural integrity. The testing process comprises two methods—hydrostatic and pneumatic—and requires the isolation of both the tube side and the shell side. Each side is then pressurized with a test medium to a level ranging from 1.25 to 1.5 times the design pressure, followed by a pressure-holding period.
Throughout this process, pressure gauges are closely monitored, and all welds and flange connections are rigorously inspected for any signs of leakage or deformation. This procedure ensures that the equipment can withstand operational loads, prevents cross-contamination between fluid streams, safeguards overall safety, and ensures compliance with relevant pressure vessel codes and standards.


Tube in Tube Heat Exchanger Features
Double-pipe heat exchangers feature a simple structure, low manufacturing costs, and ease of maintenance. Their core advantage lies in their exceptional resistance to high pressure, making them particularly well-suited for applications involving high-pressure fluids. Through the use of counter-current flow arrangements and enhanced heat transfer designs—such as finned tubes—they are able to maintain high levels of heat transfer efficiency.
Highly modular in nature, these exchangers offer the flexibility to adjust their length to accommodate varying load requirements. Furthermore, their inner tubes are easily removable for cleaning, making them ideally suited for specialized applications involving low flow rates, high temperatures, corrosive media, or fluids prone to fouling.
Customized Pipe in Pipe Heat Exchanger
Leveraging its exceptional design capabilities, Datang Finned Tube offers highly customized services for double-pipe heat exchangers.
We specialize in analyzing high-pressure and specialized operating conditions, flexibly adjusting tube diameters, materials, and fin configurations to precisely align with client requirements. From design optimization through to manufacturing, Datang employs expert craftsmanship to engineer efficient and durable heat exchange solutions, empowering clients to enhance their system performance.

Welded Using Robotic Arms
The double tube heat exchanger welding process utilizes high-precision robotic arms to perform tube-to-tubesheet welding, ensuring uniform and consistent welds with controllable penetration depth, significantly improving connection strength and sealing reliability.
The automated welding process effectively eliminates the variability of manual operation, maintaining stable quality in mass production and reducing labor intensity and the risk of human error. This technological innovation is driving the continuous development of heat exchanger manufacturing towards efficient, precise, and reliable automation.
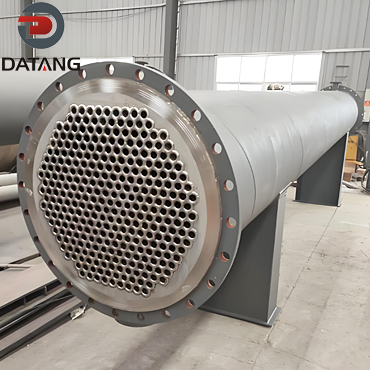
Tube in Tube - Shell and Tube Heat Exchanger Package
Payment Terms:T/T, LC
Delivery: 15-30 days after payment
Marking: Standard + Steel Grade + Size + Heat No + Lot No
Package: Iron frame packing boxes and the desiccants are put into each package for continental transportation as well. or as required

Double Tube Heat Exchanger Fabricators

Specifically engineered for high-pressure applications such as petroleum refining and natural gas processing. Constructed from high-strength carbon steel or alloy steel, this equipment reliably handles crude oil preheating, gas condensation, and temperature control for chemical reactions. Its fluid channel design is optimized to effectively manage media containing impurities, thereby minimizing fouling. When integrated with finned-tube technology, it significantly enhances heat transfer efficiency for viscous oils or gases, serving as a critical tool for energy recovery.

The sanitary grade features high-grade stainless steel with a high-precision polished finish, complying with food and pharmaceutical industry standards; it supports Clean-In-Place (CIP) cleaning and is specialized for processing high-viscosity or heat-sensitive materials, such as jams and pharmaceutical fluids. The industrial grade, conversely, prioritizes durability and is widely utilized in chemical processing and wastewater treatment applications. Both variants possess exceptional resistance to clogging, capable of effortlessly handling complex fluids containing solid particles.

Employing a unique “U-shaped” configuration, this design effectively absorbs thermal expansion stresses caused by temperature differentials, thereby extending the equipment’s service life. Its “true counter-current” flow design enables extremely low approach temperatures, resulting in exceptionally high heat transfer efficiency. The unit features a compact footprint and a highly modular structure; the internal tube bundle can be fully extracted, making maintenance and cleaning remarkably convenient. It represents an ideal choice for applications involving low-to-medium flow rates and large temperature differentials.
Related Product





Tube in Tube Heat Exchanger FAQs
A: The double pipe heat exchanger can be customized. We can produce it according to your drawings, and we can sign a confidentiality agreement for your patented products. For more information, please contact us.
A: Always a pre-production sample,before mass production;always final inspection before shipment.
Inspection & Guarantee Certificate is supplied with shipment, and the Third Party Inspection is available.
A: One year after shipping.
A: We have workshop can supply all parts of the shell and tube heat exchanger, and 90% of spare parts can be distributed to any
place in the world within one week!
A: We can arrange for experienced engineers to provide online video guidance on product installation and train your staff on equipment operation and maintenance.
A: We have many professional and technical personnel, more competitive prices and better after-dales service than other companies.
A: Datang Finned Tube is a specialized manufacturer deeply focused on the production of finned tubes and the fabrication of various types of heat exchangers. Equipped with advanced production lines, we offer comprehensive, one-stop services ranging from core components to complete equipment assemblies. Our product portfolio encompasses a wide variety of configurations—including double-pipe heat exchanger and shell-and-tube heat exchanger,finned tube heat exchanger,designs—and supports extensive customization. Leveraging superior craftsmanship, we meet the demands of diverse operating conditions and empower our clients to enhance their heat exchange efficiency.