

Fin Tube Appearance Inspection
Appearance inspection is one of the basic items of fin tube inspection, mainly checking whether there are defects such as cracks, corrosion, deformation, etc. on the surface of the fin tube. The inspection method can be observed with the naked eye or with a magnifying glass.

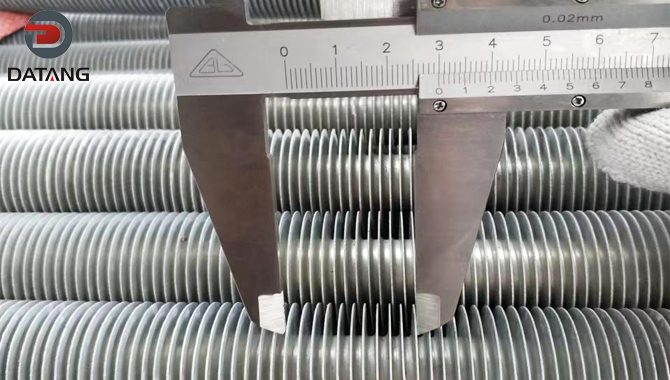
Fin Tube Dimension Measurement
Dimension measurement is one of the important items of fin tube inspection, mainly measuring the outer diameter, inner diameter, fin height, fin spacing and other dimensional parameters of the fin tube. Measuring tools include calipers, micrometers and projectors.
Fin Tube Material Analysis
Material analysis is one of the key items of fin tube inspection, mainly analyzing whether the material of the fin tube meets the design requirements. Commonly used analysis methods include spectral analysis and chemical analysis.

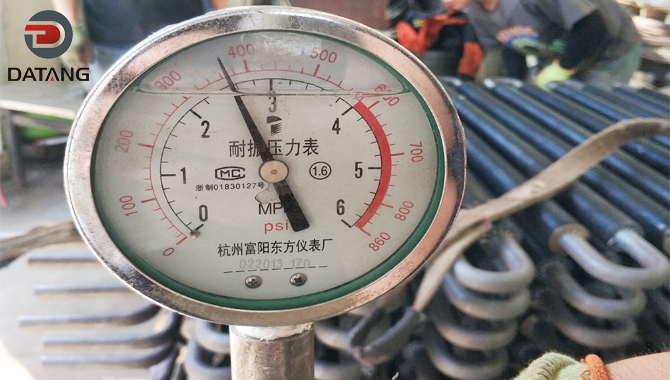
Fin Tube Pressure Test
Pressure test is one of the important items of fin tube inspection, mainly testing the pressure resistance of the fin tube. The pressure test can be carried out by water pressure test or air pressure test.
Fin Tube Heat Exchange Performance Test
Heat exchange performance test is one of the core items of fin tube inspection, mainly testing the heat exchange efficiency of the fin tube. The test can be carried out through a thermal test bench.

Other Fin Tube Inspection Methods
In addition to the above main inspection methods, the quality inspection of fin tubes also includes the following methods:
By applying axial tension, the bonding strength between the fin and the tube wall is tested to ensure that the fin will not fall off under working conditions.
By visual inspection of the weld, ultrasonic inspection or X-ray inspection, ensure that the weld is free of cracks, pores or slag inclusions.
Before on-site inspection, the delay time from the acoustic wave monitor to the receiving system is measured, and the acoustic time correction value is calculated. During measurement, the transmitting and receiving probes should be raised and lowered synchronously at the same elevation or with a fixed height difference. The distance between the measuring points is 40cm, and when an abnormality is found, it is increased to 20cm.
Select the appropriate transmitting voltage and amplifier gain, and keep them unchanged during the test. Real-time display and record the time curve of the received signal, combine multiple fin tubes into two test sections, and complete the inspection of all sections separately.
After the test of each group of test tubes is completed, 10% of the test points should be randomly sampled and tested again. The relative standard deviation of the sound time should not be greater than 5%, and the relative standard deviation of the amplitude should not be greater than 10%.